
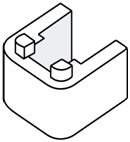
Build direction:

- A snap fit built in the direction shown above will be much stronger.
- It’s important to consider building direction. If possible, try to avoid designing snap-fit cantilevers that are built up from the bed vertically (in the z direction) as these are inherently weaker due to the anisotropic nature of 3D printing.
Add lugs:
Consider adding lugs into your assembly to assist with the alignment of components and to transfer some of the shear loads that the clips may be subjected to.
Parameters to be considered for designing snap-fits::
- Wall thickness.
- Minimum 1mm fillet on the edge of the male part of the snap-fit to distribute stress concentration.
- Orientation of snap-fits to be printed.
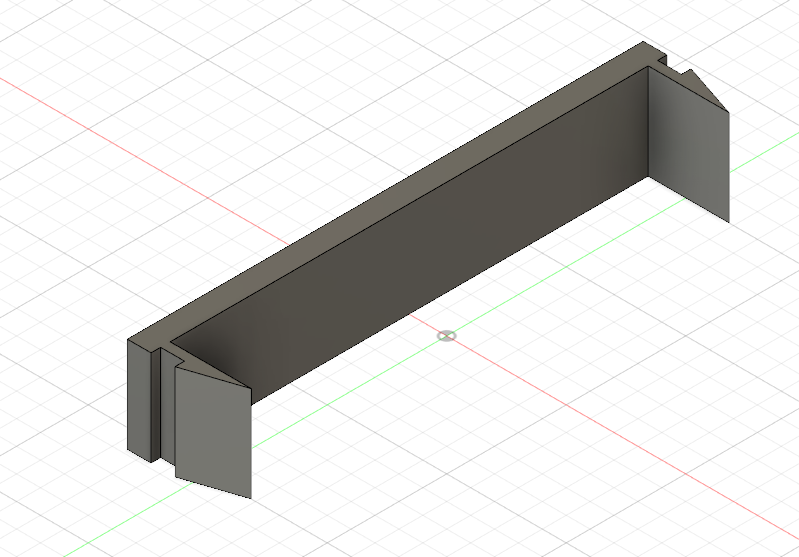
Snap-fit should be printed in this orientation so that the bending is not applying stress against layer boundaries but 90° to them, giving even force on each layer. This means that you will usually need to print parts in awkward orientations just for the tabs. You will need lots of support.
You can certainly print in a less awkward position at the expense of the strength of the tab, acknowledging that “this is a prototype, we can show you that it closes perfectly like this, though due to FDM limitations we might break the tabs opening it again. So we’ll be careful.”
Design guidelines:
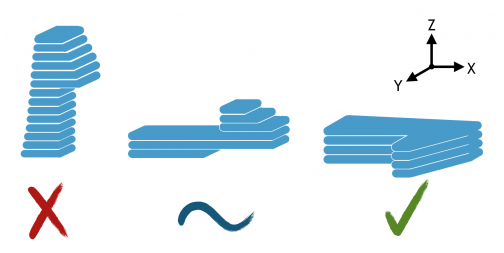
A commonly used method for cheaply joining injection moulded parts is with snap fits. These are good shapes for plastics because they stay within the geometric constraints of mould making and use plastic’s ability to deform elastically and then snap back into shape. Because snap fits are designed for plastic, they are easily adapted for 3D printing…on the XY plane. Most 3D printer users know that objects printed on desktop FDM printers are significantly more susceptible to failure in tension along the Z axis (pointing out of the build plate) than in X and Y, because of the inter-layer boundaries. Since snap fits usually have thin cross-sections (to reduce the bending moment of the clip), 3D printed snap fits must be printed “laying down” on the build plate, lest they risk shearing after repeated use.
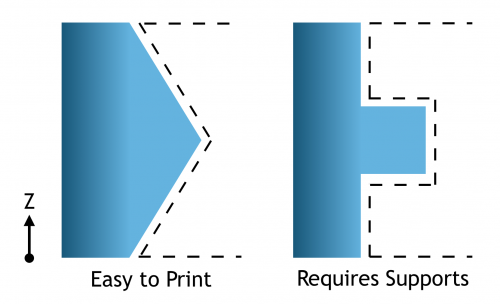
Exploring even further, angled geometry in general can help in 3D printing. For instance, printing a sideways V profile, shown below on the left, can create a constraint that would be difficult to machine, but is trivial to print. Meanwhile, a classic tongue and groove joint, as shown on the right, is hard for most printers to make because of the overhang it creates. This overhang results in a poorly supported bottom face with bad dimensional accuracy and should be avoided if possible.
Tolerances:
- Variations in 3D printing properties including printer calibration, print materials and printer technology mean there are no strict tolerancing rules when printing snap-fit connections.
- For FDM a tolerance of 0.5 mm is recommended, and a tolerance of 0.3 mm best for all other 3D printing processes.
- While designing the wall thickness of enclosures, a minimum of 2mm should be maintained for internal groove fixing and snap joints.
- Increasing the length of the male part in the joint attains more strength to the locking mechanism of the snap-fit.
Technologies and materials:
FDM:
- Low Ccost and Effective but offers low accuracy snap fits.
- Preferable to use strain resistant materials such as ABS, Nylon and TPU.
SLA:
- SLA can also be used. But SLA Parts are brittle and are prone to break after few use cycles.
SLS:
- SLS be the ultimate choice for printing parts that will require constant use.
- Nylon SLS offers the best tear resistance.
Material Jetting:
- Good strength and elasticity combined with high resolution details makes Material Jetting good for snap-fit applications. Durable resin (PP-like) and Digital ABS are the most common materials for snap-fits because of their toughness and flexibility.